





Hydraulic oil cooling

Gear oil cooling in lubrication systems

DM water cooling for induction furnaces

Quench oil cooling

Sulphuric acid cooling in anodizing plants

Wastewater / effluent heat recovery

Chilled water heat transfer with industrial chillers

Degreasing solution heating in automobile paint shops

Hot water heat transfer in solar panels

Coolant water cooling in cable & tube plants

Vegetable oil heating

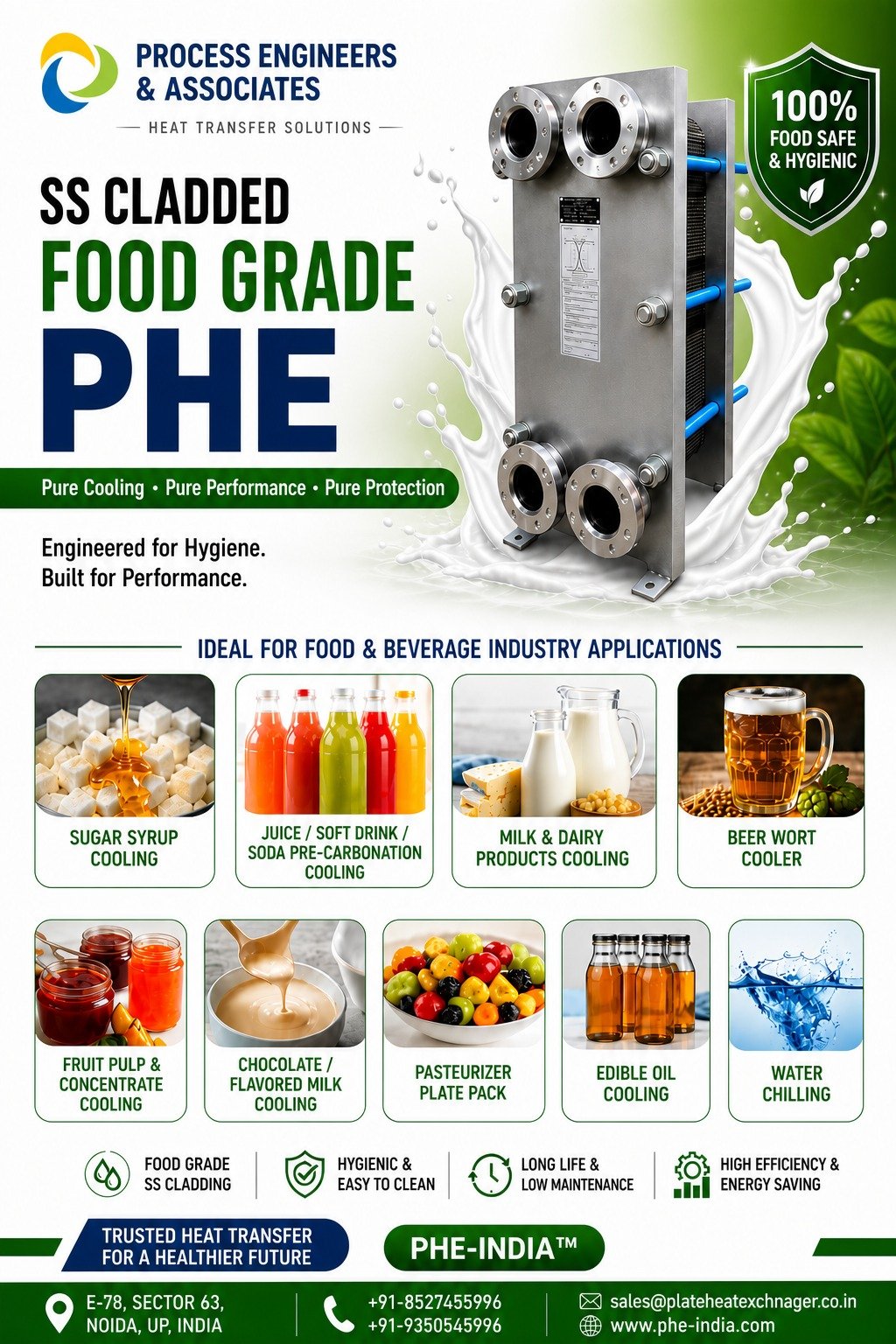
Milk chilling

Milk pasteurizer plate packs


Pre & post beverage cooling

Hot water generation in pharma
CIP solution heating

Beer & wine cooling

Ice cream mix cooling

Sugar syrup cooling




Induction furnaces

Lubrication industry

Steel Plants

Dairy industry

Beverage industry

Quenching applications

Pharma industry

Hydraulic industry

Cable and wire industry

Waste water industry

HVAC industry

Hotel industry

Vegetable oil industry

Solar industry

Concrete industry

Refrigeration industry

Plastic industry
Printing industry

Food/FMCG industry

Vacuum furnaces


















_page-0001")
_page-0001")